


Simo-motoren loste storingen in de isolatie van 6kV-hoogspanningsmotoren met succes op
Publicatie datum:2023-08-21 Categorie:Klantgevallen Bekeken:5501
Inhoudsopgave[Verbergen]

I. Achtergrond van de storing: Plotselinge uitschakeling, productie in kritieke toestand
Informatie over apparatuur:
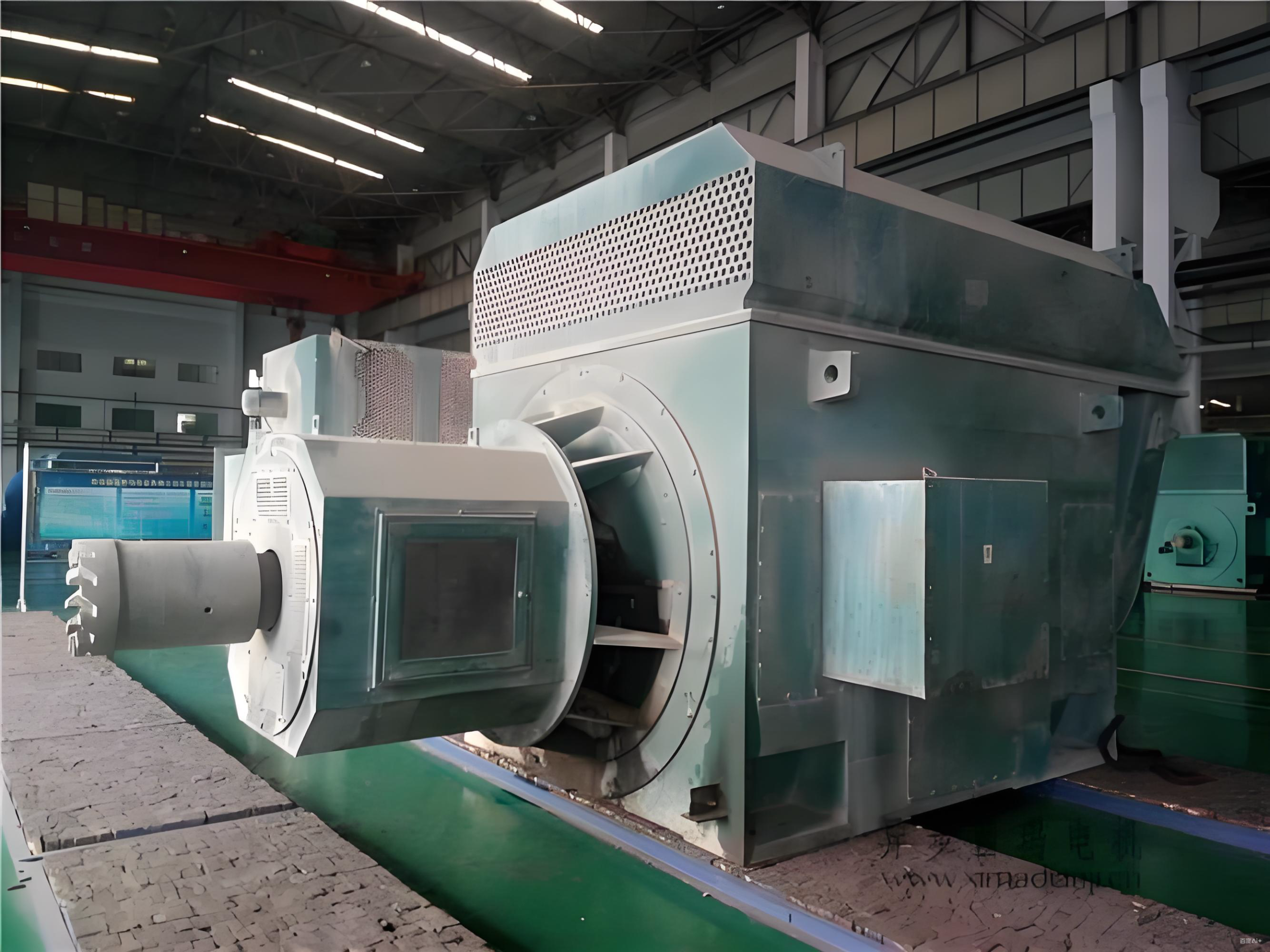
- Apparatuur van de klant: Aandrijfmotor voor een grote mijnbouwbreker
- Motormodel: YR560-4 hoogspanningsmotor met asynchrone werking
- Belangrijkste parameters: Nominaal vermogen780 kilowattNominale spanning6kV
- Foutverschijnsel: Tijdens het gebruik van de motorIsolatiebreuk veroorzaakt plotselinge uitschakelingen ervoor zorgde dat het systeem uitvielTijdens de inspectie ter plaatse werd vastgesteld dat de motorEr zijn meerdere gevallen van isolatieschade in de statorwikkelingen.Dit heeft ernstige gevolgen gehad voor de productieschema's.
II. Diepgaande diagnose: de hoofdoorzaak van isolatiebreuk identificeren
Simo motorenNa ontvangst van de reparatieaanvraag kwam het onderhoudsteam onmiddellijk ter plaatse en startte een systematische diagnoseprocedure:
- Elektrische prestatietests:
- Het gebruik van een megohmmeter om de isolatieweerstand tussen de wikkeling en de aarde te meten, leverde een weerstandswaarde op vanMinder dan 0,5 megohmVoor oude motoren moet de wikkelingsweerstand tegen aarde groter zijn dan 0,5 megohm; voor nieuwe motoren moet deze groter zijn dan 5 megohm.), wat bevestigt dat de isolatie aanzienlijk is verslechterd.
- DC-weerstandstests geven evenwichtige weerstandswaarden aan voor alle drie de fasen, waardoor open circuits en kortsluitingen in de wikkelingen kunnen worden uitgesloten.
- Interne wikkelingsinspectie:
- Oorzaakanalyse:
- Veroudering en verslechtering van isolatie: De motor werkt continu onder zware omstandigheden, waarbij de isolatie van de wikkeling verslechtert door vochtintreding, veroudering en elektrische belasting.。
- Externe factoren die van invloed zijn: Het kan niet worden uitgesloten dat de wikkeling tijdens het gebruik gedeeltelijke isolatieschade heeft opgelopen als gevolg van spanningspieken of tijdens onderhoud ter plaatse als gevolg van externe krachten.。
III. Professioneel onderhoudsplan en implementatieproces
Op basis van de diagnostische bevindingen hebben we een uitgebreid reparatieprogramma opgesteld en uitgevoerd, waarvan de kern ligt inReparatie van beschadigde wikkelingen en herstel van het isolatiesysteem。
1. Lokale reparatie van wikkelingen en isolatiebehandeling
- Splitsingsbehandeling: Markeer het breekpunt op elke spoel met een rode pen en schraap vervolgens de isolatie op het breekpunt weg. Als er zichtbare zwarte breekpunten op de geleider zitten, schraap deze dan weg om de koperdraad bloot te leggen, waarbij u ervoor zorgt dat zoveel mogelijk van de glasvezelisolatie behouden blijft. Vorm de isolatie op het breekpunt tot een hellend oppervlak ten opzichte van de grond en snijd de buitenste laag 80 tot 100 millimeter weg.
- Getijdenbestendig maken en schilderen: Gebruik een föhn om de isolatie rond de snijpunten van de spoel te drogen en eventueel vocht te verwijderen. Breng na afkoeling de epoxyverf aan, gemengd in een specifieke volumeverhouding (verharder: epoxyhars: tolueen = 6:4:1,5).。
- Mica-tape wikkelen: 用Roze micatapeBreng de omwikkeling strak aan op het afgesneden gedeelte en zorg ervoor dat er zo min mogelijk openingen zijn (luchtbellen in de isolatielaag verminderen de spanningsweerstand van de motor). Begin met omwikkelen vanuit het midden en werk naar beide zijden toe, waarbij de dikte van de omwikkeling 5-6 millimeter groter moet zijn dan de oorspronkelijke isolatie. Breng na het omwikkelen een laag epoxyverf aan.。
2. Verwarmen, vormen en uitharden
- Plaats de spoel, omwikkeld met roze micatape, in een zelfgemaakte ijzeren mal om deze te verwarmen en te vormen. Het effectieve oppervlak van de ijzeren mal komt overeen met de standaardafmetingen van de spoel, namelijk 100-120 millimeter in lengte, met een harsfilm die de holte van de mal bekleedt. Nadat u de bovenste en onderste helft van de mal met schroeven hebt vastgeklemd, verwarmt u het geheel gedurende 2-2,5 uur op een elektrisch fornuis van 50 watt en laat u het vervolgens op natuurlijke wijze afkoelen.
- Nadat u de schuine randen van de spoel (wikkeluiteinden) hebt geïsoleerd, hardt u ze uit door ze gedurende 2 tot 0,5 uur bloot te stellen aan een 500 watt jodium-wolfraamlamp.。
3. Algemene inspectie en validatie
Na voltooiing van de reparaties werden meerfasige test- en validatieprocedures uitgevoerd:
- Isolatieweerstandstest: Na reparatie werd de isolatieweerstand tussen de wikkelingen en aarde, evenals tussen fasen, gemeten en bleek deze weer terug te zijn op5 megohm of meer(Nieuwe motorstandaard)), waarmee wordt bevestigd dat het isolatiesysteem volledig is hersteld.
- Spanningsweerstandstest: Onderwerp de verwerkte spoelen aan een weerstandsspanningstest; alleen spoelen die de test doorstaan, mogen van de productielijn worden gehaald.。
- Proefbedrijf: De motor werkte soepel tijdens proefdraaien zonder belasting, waarbij alle parameters – inclusief trillingen, temperatuurstijging en stroom – binnen de normale grenzen bleven.
IV. Onderhoudsresultaten en klantwaarde
- Fout volledig verholpen: Na de reparatie werkt de motor nu al meer danAcht maandenEr zijn geen verdere isolatiefouten opgetreden.
- Herstel een efficiënte productie: De cruciale breekproductielijn van de klant werd snel hersteld, waardoor aanzienlijke economische verliezen als gevolg van langdurige stilstand van de apparatuur werden voorkomen.
- Langdurig vertrouwen verdienen: Deze succesvolle onderhoudsservice werd zeer gewaardeerd door de klant, die vervolgens een contract tekende voor alle toekomstigeHoogspanningsmotorenOnderhoudsovereenkomst.
V. Samenvatting van de zaak en implicaties
1. Kerninzichten
- Een nauwkeurige diagnose is een eerste vereiste: Hoogspanningsmotor isolatiefouten vereisenVoer een grondige analyse uit van de hoofdoorzaak van de storing.Elektrische tests combineren met interne inspecties om de oorzaak van isolatieverslechtering vast te stellen.
- Gestandaardiseerd onderhoud is de garantie: Herstel van wikkelingsisolatieElke stap van het proces, van dissectie en verband aanbrengen tot verhitting en uitharding, moet voldoen aan strenge technische normen.Aandacht voor detail bepaalt succes of mislukking, en dit is ook de sleutel tot de kwaliteit van de reparaties van Xima Motor.
- Overwegingen voor noodsituaties en op lange termijn: Methode voor gedeeltelijke reparatie van spoelen inNoodreparatieskan terugbrengen van de rand van de doodVanuit het oogpunt van langdurig normaal gebruik moet echter nog steeds de voorkeur worden gegeven aan niet-beschadigende spoelen voor het inbedden van draad.。
2. Beheersaanbevelingen voor gebruikers van hoogspanningsmotoren
- Zorg voor een regelmatig isolatiecontrolesysteem: Meet en registreer regelmatig de motor.Wikkelingsisolatieweerstandtijdige detectie van trends in isolatieverslechtering。
- Geef prioriteit aan de operationele omgeving en het onderhoud: Verbeter de werkomgeving van elektromotoren door nadelige factoren zoals vochtigheid en stof tot een minimum te beperken. Houd u strikt aan de procedures voor smeeronderhoud en besteed daarbij bijzondere aandacht aan de keuze van smeermiddelen en de juiste toepassingsmethoden.。
- Controleer op abnormale tekenen: Voor problemen die zich tijdens het gebruik voordoenAbnormale oververhitting, ongebruikelijke geluiden, trillingenIn dergelijke omstandigheden moet het toezicht worden geïntensiveerd en moeten de activiteiten onmiddellijk worden opgeschort voor onderhoud om te voorkomen dat het incident escaleert.。
(Oproep tot actie CTA)
Heeft uw hoogspanningsmotor ook te maken metAangetaste isolatie, defecte wikkeling of frequente storingenHeeft u last van dit probleem? Wilt u betrouwbare onderhoudsondersteuning voor uw kritieke apparatuur?
Neem onmiddellijk contact op met het deskundige team van Simar Motor.Ontvang gratis technisch advies en een voorlopige beoordeling van de staat van uw apparatuur! Wij beloven u reparatie, onderhoud en volledig levenscyclusbeheer van hoogspanningsmotoren te leveren volgens dezelfde professionele en strenge normen als in deze casestudy.
Xi'an Simo Motor —— Uw expert in oplossingen voor hoogspanningsmotorsystemen


 Shaanxi Public Security Bureau No. 41032502000206
Shaanxi Public Security Bureau No. 41032502000206
























