- 首页
- 关于西玛
- 电机新闻
- 西玛电机
-

-
YE5系列超高效三相异步电动机
YE5系列超高效三相异步电动机具有性能优良、高效、节能,温升裕度大,寿命长,性能好,振动 小,启动性能优良,外形美观,可靠性能高的优点。常用于驱动水泵、风机、压缩机、传送机和其他传动 机械被应用在

-
西玛电机YVFE2-225M-2A 45KW西玛变频电机驰名商标认
西安市泰富西玛电机有限责任公司是哈尔滨市泰富电气设备有限责任公司属下的控股子公司,我国中国机械专业生产制造大中小型、高压低压、交直流电机的知名企业,是集电动机设计

-
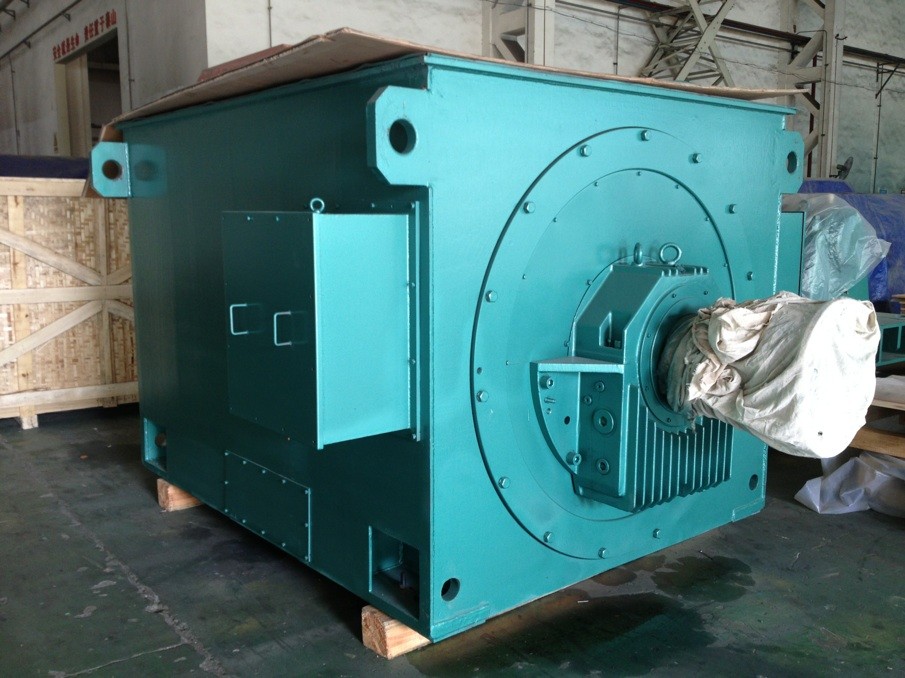
西玛电机YRKK4005-8 200KW 6KV高压三相异步电动机
一、西玛电机YRKK4005-8 200KW 6KV高压电动机概述 YRKK系列6kv高压绕线转子三相异步电动机(中心高355-900)是我公司采用国内先进技术,结合我公司生产高压电动机的实践经验而建立的优化

-
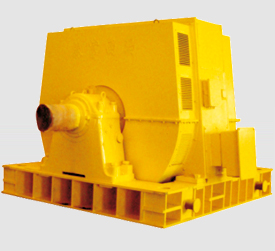
西玛厂家直销Y8003-8 3150KW 6KV 高压三相异步电动机
一、西玛电机 Y系列Y8003-8 3150KW 6KV 高压三相异步电动机概述 Y系列6kV高压三相异步电动机为笼型转子异步电动机。该电动机的防护等级为IP23,冷却方法为IC01。 本系列电动机具有高效、
-
- 电机控制
-

-
西安西玛SMZD数字直流调速控制柜
SMZD系列全数字直流调速柜核心控制单元采用欧陆590P系列、西门子6RA70系列等全数字直流调速装置。 I.系统用于可调速直流电机电枢和励磁供电,可调节电机在额定转速以下恒转矩运行

-
SMZA系列模拟不可逆直流调速控制柜 西玛控制柜
SMZD系列全数字直流调速柜核心控制单元采用欧陆590P系列、西门子6RA70系列等全数字直流调速装置。 I.系统用于可调速直流电机电枢和励磁供电,可调节电机在额定转速以下恒转矩运行

-
西安西玛 SMYB系列交流电机变频调速控制柜 西玛
SMYB系列交流电机变频调速控制柜概述 SMYB系列交流电机变频调速控制柜核心控制单元采用西门于、三菱、日立、普传、森兰等国内外著名品牌变 频器,可满足用户不同档次的需求。变频
-
- 电机配件
-

-
西玛交流电机滑环JR136-4 220KW 6KV高压电机滑环
一、西安西玛电机配件: 本厂主要生产集电环(滑环)、换向器、刷握、碳刷、法兰、风叶、风罩、高压绝缘子、接线板、双速接线板、螺栓、连接片、接线栓、端盖、特殊端盖、线盒
-
西玛电机配件之电机端盖
中型电机零部件 1.触头(个),2.夹叉支柱,3.夹叉,4.导轮轴,5.滚轮轴,6.有举电刷,7.无举电刷,8.双包触头,9.瓷瓶,10.短路环座,11.夹叉轴,12.碳刷,13.电刷,14.有举刷盒,15.无举刷

-
电机滑环
中型电机零部件 1.触头(个),2.夹叉支柱,3.夹叉,4.导轮轴,5.滚轮轴,6.有举电刷,7.无举电刷,8.双包触头,9.瓷瓶,10.短路环座,11.夹叉轴,12.碳刷,13.电刷,14.有举刷盒,15.无举刷
-
- 电机维修
-

-
Z4直流电机(z4直流电机接线实物图)
Z4直流电机:高效能驱动解决方案Z4直流电机是目前市场上广泛应用的一种高效能电机产品,以其稳定的性能和出色的动力输出,成为许多工业和日常设备的首选驱动系统西玛电机销售电话。它不仅具备卓越的节能效果,还在多种复杂应用场景中表现出了强大的适应性西玛YE4电机。本文将详细介绍Z4直流电机的核心特点、应用范围及

-
西玛电机销售(西玛电机销售怎么样)
西玛电机销售概述西玛电机作为国内领先的电机制造商,凭借先进的生产技术和卓越的质量,深受各行业客户的青睐YE2电机/YE2gaoxiaojienendianji/。本文将深入介绍西玛电机的销售产品,展示其多元化的电机类型和技术优势,以便帮助广大客户更好地选择适合的电机产品。西玛电机的产品种类西玛电机销售的产品

-
西玛电机电话(西玛电机厂家电话)
西玛电机电话:为您提供专业的电机解决方案西玛电机作为行业领先的电机制造商,致力于为客户提供高质量的电机产品和优质的售后服务西玛yr电机。无论是在工业领域还是在日常生活中,电机的使用都是不可或缺的,而西玛电机通过其专业的电话咨询服务,帮助客户解决电机选型、安装调试、故
-
- 询价订购